Wagner Air Sampling Smoke Detection System
Bedfordshire Growers operate a centralised storage, packaging and distribution facility for a global concern. They are a progressive and forward thinking business that has the majority of its interests in Biggleswade in the processing of onions and potatoes.
The fire alarm system TEC Fire and Security inherited when awarded the fire alarm maintenance contract was a good system and was well installed.
However, when it comes to smoke alarm systems, the inherent issue with this kind of chilled warehouse storage is invariably the moisture and condensation created, which often results in false activations and creates regular problems. As a major seven day a week operation, Bedfordshire Growers processes a huge tonnage of produce and any triggering of the alarm system, without good cause, merely delays production. As nuisance alarms can be problematic and costly.
In May 2018 a refrigerated trailer parked near one of the warehouses caught light due to a fault within the refrigeration unit. The blaze quickly spread from the trailer to the loading bays in the warehouse. Thankfully the fire was brought under control by the fire brigade but not before it had completely destroyed a warehouse and its loading docks. Although a major incident, thankfully nobody was injured and Bedfordshire Growers set about planning for rebuilding, having moved production to another part of the site.
As part of the process of rebuilding, Bedfordshire Growers, turned a ‘very bad day at the office’ into an opportunity to upgrade a number of areas of their operation, such is their attitude and progressive thinking.
They called on TEC Fire and Security to consult with them regarding reinstalling the fire alarm system into the new build. Our senior technician was very aware of the issues with the previous system. He completed an in depth review of the companies needs both immediate and for the foreseeable future in order to identify every possible likelihood and find the right solution.
A state of the art air sampling smoke detection system was specified for Bedfordshire Growers as it perfectly fitted their business’s needs, choosing Wagner as the supply partner of choice. Wagner designed their system in accordance with our senior technician specification to meet all the critical criteria. The system subsequently installed is first class and as a company, Wagner were extremely helpful with their specialist knowledge, specifying elements for the design and implementation.
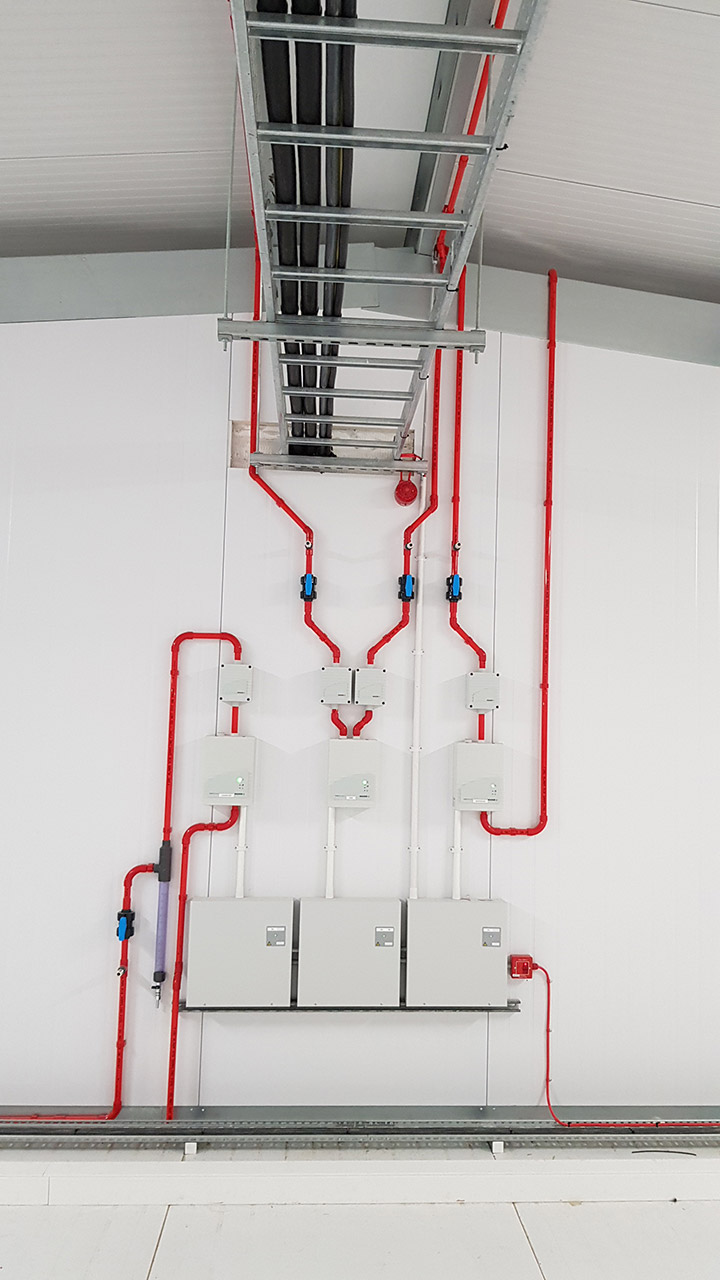
Wagner’s highly sensitive TITANUS PRO·SENS® air sampling smoke detection systems offer early smoke detection in the pyrolysis phase (when a thermal decomposition occurs through heat) along with graduated alarms. High response sensitivity with continuous air sampling which ensures early detection of smouldering and incipient fires, so that users have time to react to alarms appropriately.
The system utilises a series of specialised pipes installed in the ceilings. Where false ceilings are in place the system is all but undetectable to the eye. The sampling holes are perfectly precise to tenths of a millimetre, with a variety of filtration systems, condensers, drainage points and compressed air points for servicing. Utilising separate, but linked, controllers, each system is area specific according to need and layout.
When differences in the predetermined parameters such as air pressure, particulates, air content and so on are detected, alarms are triggered. Audible and visible alarms sound in the affected and adjacent areas and electronic warnings are displayed on the main panel in the office so that key personal become aware immediately.
The result is a system up to 2000 times more sensitive than a general smoke detector alarm system using optical particle detection.
Wagner UK Managing Director, Carl Bryan commented;
“Wager were delighted to collaborate with Tec fire to provide an engineered solution which addresses the challenges posed by this difficult application environment. In areas where temperatures fall below 0°C, the freezer variant of the TITANUS PRO·SENS® unit was utilised as is capable of operating at temperatures a low as -40°C. Where the environmental challenge was condensation, steam traps were designed into the pipe network to capture moisture, ensuring that the electronic components of the system remain free from moisture. Although this was challenging environment to protect, Tec Fire and Wagner have together delivered a robust, high sensitivity detection system to the end client .”
These systems are becoming more commonly specified in warehousing due to the challenges that need to be overcome, as well as in sensitive areas such as server rooms where early detection is absolutely critical.
An air sampling system delivers some unique advantages for the company;
This air sampling systems installed for Bedfordshire Growers has impressed the insurance company. They now specify its usage in other areas because they recognise that its efficiency and early warning detection can result in better protection for employees, reduced damage and less downtime should a fire occur.
Since its installation the new system has had zero faults and zero false alarms.
Wager were delighted to collaborate with Tec fire to provide an engineered solution which addresses the challenges posed by this difficult application environment. In areas where temperatures fall below 0°C, the freezer variant of the TITANUS PRO·SENS® unit was utilised as is capable of operating at temperatures a low as -40°C. Where the environmental challenge was condensation, steam traps were designed into the pipe network to capture moisture, ensuring that the electronic components of the system remain free from moisture. Although this was challenging environment to protect, Tec Fire and Wagner have together delivered a robust, high sensitivity detection system to the end client .